

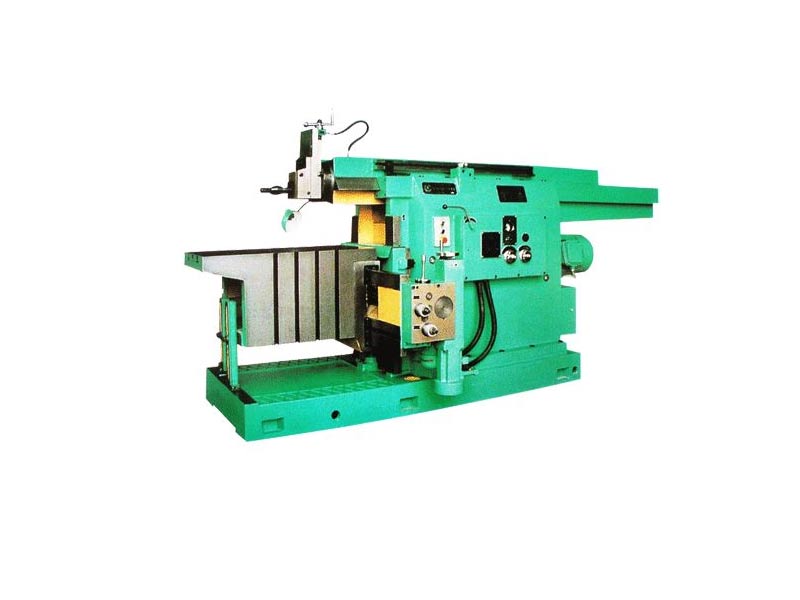

- 产品名称:BY60125液压牛头刨床
- 生产厂家:滕州市高地机床有限公司
- 销售经理:郭经理
- 联系方式:0632-5806100 18663251181
- 刨削长度:1250mm
- 刀架行程:160mm
- 电机功率:7.5kw
- 售后服务:一年
- 工作台面尺寸:1250×500(mm)
- 生产厂家
- 一手价格
- 高端质量
- 优质配件
- 三包一年
- 终身售后
BY60125液压牛头刨床详细信息
BY60125液压牛头刨床刨削各种平面和成型面,适于单件和批量生产。刨床的主切削运动和进给运动均为液压传动,可无级调速,具有液压过载保险装置,传动平稳,超程量小,启动和停止灵活可靠,机床刚性好,切削力大,换向精度高,油温低,热变形小,精度稳定,能适应强力切削和连续工作。它的工作台能实现快速垂直和水平移动,刀架具有自动抬刀机构,机床手柄集中,操作方便。
BY60125牛头刨床主要技术规格及加工精度:
|
项目 |
规格参数
|
|
机床型号
|
BY60125
|
|
1、刨削长度
|
1250mm
|
|
2、滑枕工作行程速度(无极)
|
3-38m/min
|
|
3、滑枕底面至工作台面距离
|
400mm
|
|
4、切削力
|
28kN
|
|
5、刀架行程
|
160mm
|
|
6、工作台上工作面尺寸(长×宽)
|
1250×500mm
|
|
7、工作台工作面T型槽宽度
|
22mm
|
|
8、工作台横向行程
|
1200mm
|
|
9、滑枕每次往复行程工作台水平进给量范围(无级)
|
0.25-5mm
|
|
10、工作台承载质量
|
400kg
|
|
11、主电动机
|
7.5kw
|
|
12、工作台快速移动电动机
|
0.75kw
|
|
13、外形尺寸(长×宽×高)
|
4140×1950×1850mm
|
|
14、净重(约)
|
4700kg
|
|
15、表面粗糙度
|
3.2
|
|
备注:由于产品改进等原因,规格参数如有变化,恕不另行通知
|
|
BY60125液压牛头刨床安装:
刨床必须用地脚螺栓牢固安装在混凝土基础上,保证刨床工作时不至震动。地基深度应视土质决定。对混凝土基础上的地脚螺栓,必须用深孔,而混凝土地板或者楼板需用透孔。
刨床安装在地基上后,需用水平仪进行检查。为了调整方便,应在刨床底面放置六个调整楔铁。首先在工作台中部,纵向和横向放置水平仪,用后面的四个楔铁 进行调整并相应紧固其他地脚螺栓,使水平仪读数偏差不超过0.04/1000。其次,再用百分表检查底座前滑道,
以前面两个楔铁作调整并相应紧固其他地脚螺栓,使工作台移动对底座前滑道平行度,在800mm长度内允差为0.05mm。刨床调整好后,再灌注地脚。
BY60125液压牛头刨床地基图:

牛头刨床修理质量标准:
齿轮:
①齿轮齿面不得有明显凹痕。
②齿轮齿面的疲劳点蚀不得占长度的三分一,高度的二分之一。
③丝杠、螺母:丝杠直线度不超过0.1/1000,(不包括自重下垂)。
④丝杠螺纹表面粗糙度Ra数值不得高于3.2um。
⑤丝杠、螺母的间隙不得大于0.25mm。
叶片泵
①转子的槽及叶片工作面的粗糙度Ra数值不得超过3.2um。定子在工作面不得有“拉毛”现象。
②叶片与转子槽的配合间隙不得超过0.02-0.03mm。
油缸
①油缸内表面的粗糙度Ra数值不得超过3.2um。
②活塞、活塞杆的粗糙度数值不得超过3.2um。
③缸体内的圆柱度不得超过原设计要求的50%。
滚动轴承
①流动体及滚道表面过热而变色或表面脱落,锈蚀,滚道有明显的磨损痕迹,内外环有裂纹,保持架变形或损坏。
②用手迅速转动外圈,转动不平稳或有明显噪音。
牛头刨床的调整
一、刨床速度的调整:
刨床切削速度由滑枕每分钟的往复次数及滑枕的行程决定。
滑枕在每分钟由不同的往返次数及若干种行程 时所具有的平均切削速度了,在刨床说明书里都有体现,详细可参考刨床说明书。
1、滑枕行程的调整:
滑枕行程根据刨削面的长度确定。工件的刨削面长度 加刀具在刨削面两端的越程,就是滑枕的行程。
2、滑枕每分钟往复次数的调整:
滑枕每分钟往复次数由变速手柄的位置确定。当按照报销长度选定了滑枕行程后,就可以根据所选择的切削速度来确定滑枕每分钟的往复次数。变动变速手柄位置时,必须使其定位正确可靠,并不得在刨床运转中进行变速,以免损坏齿轮。
二、刨床台进给方向及进给量的调整:
工作台的水平或垂直进给方向,由工作台进给方向选择手柄的位置确定。将手柄拨在控制板的不同位置,工作台的进给方向即是手柄位置处箭头所示方向,手柄在空档,即中央位置时,工作台停止进给。注意:如刨床运动中变换工作台进给方向,必须先使工作台停稳后再换向,以免损伤机件。
三、工作台位置的调整:
工作台水平及垂直位置分别由工作台水平位置调整轴端14及垂直位置调整轴端15调整。
调整工作台位置时,应先将工作台手柄16放在空档位置上,然后再用摇把转动调整轴端。
当工作台作垂直位置调整时,必须先松开横梁夹紧手柄12及工作台前支撑导轨夹紧手柄13。
转动调整轴端,工作台的位置调整量为:水平调整轴端:回转一周,工作台水平移动6mm,刻度盘转动一格:工作台水平移0.05mm。
垂直调整轴端回转一周,工作台水平移动2.4mm,刻度盘转动一格自,工作台垂直移动0.02mm。
四、刀架位置调整:
刀架位置由刀架手柄10调整,手柄回转一周,刀架滑板移动4mm,转动其刻度盘一格,刀架移动0.1mm。
刨削斜面时,刀架可以按需要回转角度,此时先松开刀架转盘的两只夹紧 螺母。将刀架转到所需角度后,再重新夹紧。
五、滑枕导轨间隙调整:
滑枕导轨间隙借导轨活动镶条调整,松开镶条固定螺钉及调整螺钉背冒调整镶条至导轨间隙合适后,再重新拧紧。
滑枕导轨间隙应不大于0.04mm,而又保证滑枕运动轻快。
六、刀架滑板导轨间隙调整:
刀架滑板斜铁上下端各有一个夹紧螺钉,调整间隙时,松开夹紧螺钉,调整斜铁至间隙合适后,再重新拧紧。
七、横梁垂直导轨间隙调整:
松开镶条固定螺钉及调整螺钉背冒,调整镶条至导轨间隙合适后,再重新拧紧。横梁垂直导轨间隙不大于0.04mm,而又保证横梁运动轻快。
八、工作台导轨间隙调整:
调整工作台上导轨间隙应卸下压板,精加工其固定接触面至尺寸合适后,再重新装。工作台下导轨镶条位置由螺钉及固定螺钉确定。调整间隙时,松开固定螺钉,调镶条至间隙合适后,再重新拧紧。
调整工作台前支撑导轨间隙应卸下导轨盖板,精加工其固定接触面尺寸至合适后,再重新装上。

上一件产品:BY60100液压牛头刨床
下一件产品:牛头刨床棘轮




